

電鑄標牌工藝是一種通過電解沉積金屬來制作精密標牌的技術,常用于高端品牌標識、電子產品銘牌等。以下是工藝中需要注意的關鍵要點:
1. 模具設計與制作
材料選擇:模具通常用光敏樹脂、不銹鋼或銅,需保證表面光滑無瑕疵。
脫模斜度:設計時需預留輕微斜度(1°~3°),便于脫模,避免損傷金屬層。
表面處理:模具表面需導電化處理(如化學鍍銀或涂導電漆),確保金屬能均勻沉積。
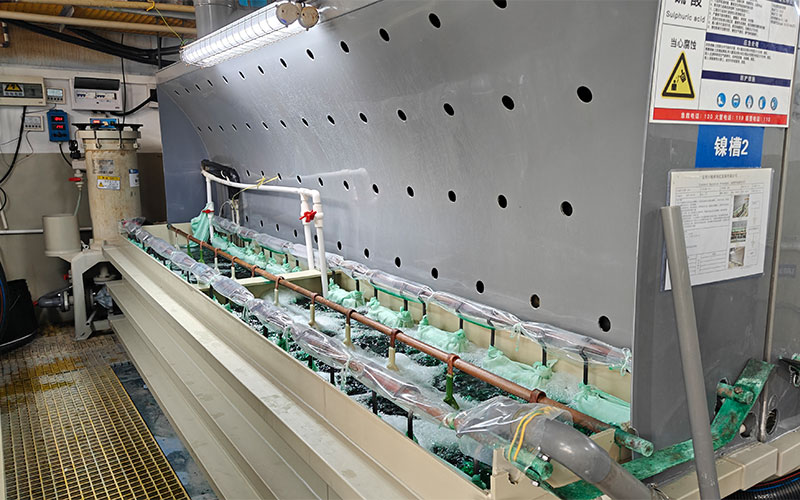
2. 電鑄液控制
成分穩定性:常用鎳、銅電鑄液,需定期過濾去除雜質,維持金屬離子濃度。
溫度與pH值:鎳電鑄液溫度通常控制在45~60℃,pH值3.5~4.5;銅電鑄液需控制硫酸銅濃度和酸度。
添加劑:加入光亮劑、整平劑等改善沉積層質量,避免毛刺或粗糙。
3. 電鑄參數優化
電流密度:過高會導致沉積層疏松,過低則效率低(鎳電鑄常用1~10 A/dm2)。
時間控制:根據標牌厚度調整時間,通常每小時沉積20~30微米,過厚易應力開裂。
攪拌與循環:保持電解液流動,避免濃度極化,提高均勻性。
4. 后處理工藝
脫模:輕柔分離標牌與模具,必要時用溫水或超聲波輔助。
清洗:徹底去除殘留電解液,防止腐蝕(尤其鎳層需中和處理)。
加固與鍍層:薄壁標牌可背面填充環氧樹脂;表面可鍍鉻、金等增強耐磨或裝飾性。
5. 常見問題與對策
氣泡/針孔:加強電解液脫氣,調整電流密度或加入潤濕劑。
邊緣毛刺:優化模具邊緣精度,降低局部電流密度。
分層翹曲:控制內應力(如使用低應力鎳電鑄液),或退火處理。
6. 環保與安全
廢液處理:電鑄液含重金屬,需中和沉淀后專業回收,符合環保法規。
防護措施:操作時穿戴防酸手套、護目鏡,車間通風防腐蝕氣體。
7. 質量檢驗
厚度檢測:用渦流測厚儀或顯微鏡抽查。
附著力測試:百格刀劃痕法驗證鍍層結合強度。
外觀檢查:確保無裂紋、氣泡、色差等缺陷。
通過嚴格控制上述環節,可確保電鑄標牌的高精度、美觀性和耐久性。對于復雜圖案,建議先進行小批量試產驗證工藝參數。電鑄標牌工藝是一種通過電解沉積金屬來制作精密標牌的技術,常用于高端品牌標識、電子產品銘牌等。以下是工藝中需要注意的關鍵要點:
1. 模具設計與制作
材料選擇:模具通常用光敏樹脂、不銹鋼或銅,需保證表面光滑無瑕疵。
脫模斜度:設計時需預留輕微斜度(1°~3°),便于脫模,避免損傷金屬層。
表面處理:模具表面需導電化處理(如化學鍍銀或涂導電漆),確保金屬能均勻沉積。
2. 電鑄液控制
成分穩定性:常用鎳、銅電鑄液,需定期過濾去除雜質,維持金屬離子濃度。
溫度與pH值:鎳電鑄液溫度通常控制在45~60℃,pH值3.5~4.5;銅電鑄液需控制硫酸銅濃度和酸度。
添加劑:加入光亮劑、整平劑等改善沉積層質量,避免毛刺或粗糙。
3. 電鑄參數優化
電流密度:過高會導致沉積層疏松,過低則效率低(鎳電鑄常用1~10 A/dm2)。
時間控制:根據標牌厚度調整時間,通常每小時沉積20~30微米,過厚易應力開裂。
攪拌與循環:保持電解液流動,避免濃度極化,提高均勻性。
4. 后處理工藝
脫模:輕柔分離標牌與模具,必要時用溫水或超聲波輔助。
清洗:徹底去除殘留電解液,防止腐蝕(尤其鎳層需中和處理)。
加固與鍍層:薄壁標牌可背面填充環氧樹脂;表面可鍍鉻、金等增強耐磨或裝飾性。
5. 常見問題與對策
氣泡/針孔:加強電解液脫氣,調整電流密度或加入潤濕劑。
邊緣毛刺:優化模具邊緣精度,降低局部電流密度。
分層翹曲:控制內應力(如使用低應力鎳電鑄液),或退火處理。
6. 環保與安全
廢液處理:電鑄液含重金屬,需中和沉淀后專業回收,符合環保法規。
防護措施:操作時穿戴防酸手套、護目鏡,車間通風防腐蝕氣體。
7. 質量檢驗
厚度檢測:用渦流測厚儀或顯微鏡抽查。
附著力測試:百格刀劃痕法驗證鍍層結合強度。
外觀檢查:確保無裂紋、氣泡、色差等缺陷。
通過嚴格控制上述環節,可確保電鑄標牌的高精度、美觀性和耐久性。對于復雜圖案,建議先進行小批量試產驗證工藝參數。
 關注微信
關注微信
{kind=link}